|
| 65MN-��65Mn���i��-MN13��ĥ�� |
|
 |
|
|
|||||||||||||||||||||||||||||||||
|
|
| ϵ�ҕr��Ո�f���ږ|������W�Ͽ����ģ��x�x�� |
 �ŷ��� |
|
|||
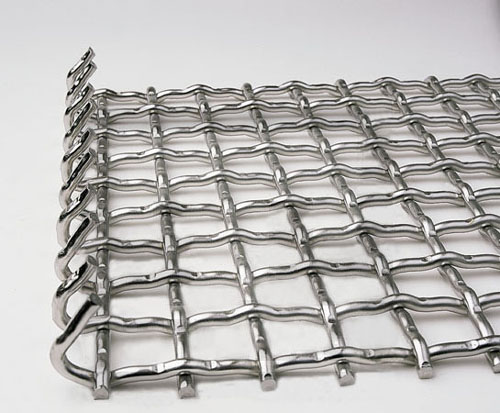
| �P�I�֣�65MN-��65Mn���i��-MN13��ĥ��,65MN-��65Mn���i��-MN13��ĥ��,65MN-��65Mn���i��-MN13��ĥ��,65MN-��65Mn���i��-MN13��ĥ��,65MN-��65Mn���i dbzz 65MN-��65Mn���i��-MN13��ĥ����65Mn��65Mn����䓣��i��ߴ��ԣ���12mm��䓲����п��Դ�������Ó̼�A��ȹ��С������̎����ľC�����W���܃���̼䓣������^�������Ժͻػ���ԡ�����С�ߴ���N�⡢�A���ɡ����|���ɡ����ɰl�l��Ҳ���������ɭh�����T�ɡ��x������Ƭ���x܇���ɼ����䓽z����������ɡ� ���И˜ʣ�GB/T 1222-2007 ���Լ��m�÷����� 65mn ����.Ӳ��.���Ժʹ��Ծ���65̖䓸ߣ������^�������Ժͻػ���ԃA��ˮ�����γ��Ѽy�A���˻�B���������пɣ���׃�����Եͣ������Բ ���е��d�ɵİ受�ɣ�ֱ���_7-20mm���������ɼ����ɉ|Ȧ.���ɭh������ĥ���������ĥ�����S.���ɿ��^.���ܙC���z�U.�е�.����݁���S���ϵ��h.�F���܉�� 2���W�ɷ� ���W�ɷݣ� ̼ C ��0.620.70 䓎� �� Si��0.170.37 �i Mn��0.901.20 �� S ����0.035 �� P ����0.035 �t Cr����0.25 � Ni����0.30 �~ Cu����0.25 3���W���� ���W���ܣ� �������Ȧ�b (MPa)��825~925 ���L�� ��10 (%)��14~22.5 �����տs�� �� (%)��������10 Ӳ�ȣ���܈,��302HB;��܈+��̎��,��321HB 4��̎�� ��̎��Ҏ��������M���� ��̎��Ҏ�������830���20��,����; �ػ�540���50��(������Ҫ�r,��30��)�� ����M���������w�� �R���c�ضȣ�����ֵ��Ac1=726�棬Ac3=765�棬Ar3=741�棬Ar1=689�棬Ms=270�档 ����Ҏ��:�ض�810��10�棬�՚���s�� ��؛��B����܈䓲��ԟ�̎����̎����B��؛������䓲��ԟ�̎����B��؛�� ��؛Ҏ�� �P�A����5.516mm 呲ģ���160450mm 65Mn�ܶ� 65Mn�ܶ� ��=7.85��/�������ף�ԓ䓿�����܈��䓰塢䓎���䓽z���������ɡ�65MnҲ�������������Q������ӡ���ᘵȹ��ߡ�65Mn䓿�����һ�����ߴ��815mm���ҵ�С�͏�������NС�ߴ�⡢�A���ɣ��|���ɡ����ɰl�l�� 760���30min���أ�����20��/h����������700���6h�٠t�䣬�õ���ȫ���M�����ߴ���� 5�������� �廡��������ˇ ���˜pС늘O�����ģ��x��ֱ�������M�о��ĵČ���ԇ���x��ֱ���Դ�����Ľ��Դ�����O���u�O���Դ��ؓ�O�� ��1%��2%�����Q���u�O�l�����Ч�ʸߣ�������d�����ã��ҿ���Ⱦ���ܺã��������ײ���늻����^���������˱��ڲ������x��ֱ����2 mm���^�����Q�u�O������늘Oǰ��ĥ�⡣ ���ښ���^�͵�늻�늉����Ԍ��ڱ���;��ĵ��ֻ����e���棬����x���������o���w�� ԇ��x��ֱ���ֹ��廡���C������ǰ����䓽z�ɶ��^�м�ĥƽ�����ֹ���c�a����ף��ñ�ͪ�����^������ϴ�Ƀ������ɶ�ĥƽ�ľ��ķ���ƽ�������Č������ϣ��D1����ʹ�ɶ��^���������^̎�����g϶���É��F��ס���^�ɂȡ������ĽӺ��C���O���u�O��ؓ�O���քe������{��20 A��15 A��10 A��8 A�M�к��ӡ����ӕr���ڽ��^��߅��ȼ�c����ʹ֮ȼ����������늻��������^̎ʹ���^�����ۻ���Ѹ�ٌ�늻�Ϩ�磬ͬ�r�pʩ����������s����ɺ����^�̣������^���в�ʹ����亸�z�� ԇ�l�F�������������20 A�r��늻�ȼ�����ң����^̎�����w�R���أ����c���݇��ء� ������{��15 A�r��늻�ȼ���^ƽ�����۳��w�R�٣������p�������ݡ����������10 A�r���������ף�늻�ȼ�����������p̎�]�����ݬF�D2�麸�����10 A�r���Ô��a���C��Leica MZ6���wҕ�@�R�����µĺ��ӽ��^�Π���Կ��������^�ĈA�����^�ã������ĥ���ܝM�㾀䏵�Ҫ������{��8 A���r���������y��늻����������y����ɺ����^�̡� ���ӽ��^ԇ� ����65Mn䓾����^��A����˺��ӟ�Ӱ푅^�����^�����W����Ӱ푺ܴ� ֱ��0.7 mm��65Mn䓽z���廡����������^̎�dz�Ӳ�࣬�p�p�ۏ����c̎���͕����ۺϾ��p̎���࣬��ڳ����@�Ĵ��Ԕ�����ò�����ý��^�ɺ��p�͟�Ӱ푅^�M�ɣ��ؽ��^�S���yԇ�ĺ��p������ĸ�ĸ����^����@Ӳ�ȡ��y���Y����������ĸ�ĵ���Ӱ푅^�����p�в����@Ӳ�ȼ������ӣ����p�в�Ӳ���_HV 1 060���@�f����Ӱ푅^�����p�в�������Ӳ��M���������@�N����Ӳ��M���Ľ��^������������g�Ժ����ԣ�������Ӳ�ȣ��@��Ӳ�ȡ����ȡ����Ժ��g�Ե��m����ϣ� ��회����ӽ��^�M���m���Ļػ�̎������̎��������Ӱ푅^�Ĵ���������ͬ�r����ʹĸ�ı���һ���ď��Ⱥ͏��ԡ��ػ�����ʽ���t���M�У��ػ�ˇҊ��1�����ػ���䓽z���ӽ��^̎�м���ĥ��ʹ��ֱ���cĸ��ֱ��������ȣ�����WE-50����ԇ�C���M������ԇÿ�N�ػ�̎����ԇ��ȡ������ȡ��������ƽ��ֵ�� ��ԇ���Կ�����330�����ϟ�̎����ĸ�ď��Ի�����ʧ���Ҕ��Ѿ��l����ĸ��̎�������l���ں��c�����Ӱ푅^���@�f����̎�����mȻ��Ӱ푅^�Ĵ�����ȫ��ʧ����ĸ�ĵď��ȱ�������䣨��ԇ����ĸ�ĵĿ������Ȟ�1 663 MPa����260�汣��10 min�r���mȻ���Ϗ��Ի�����׃������Ӱ푅^�Ĵ��Բ������������ӟ�ضȞ�280�棬����10 min�rЧ������Ӱ푅^�Ŀ�������ֻ��ĸ�Ľ���20%���ң���ĸ�ĵď�����ʧ�^С����280��ػ�̎���ĺ��^���S������yԇ�v�����ϸ����^���@Ӳ�ȣ��l�F���p̎��Ӳ��ֵ���͵�HV 500���ң���δ̎��r��Ӳ�Ƚ��ʹ�s1���� ���õĭh��䓽z�������ܝM��һ���ď��Ⱥ͏���Ҫ���Ҿ���һ����ƣ�ڏ���. 6��̖ ���| Ҏ��*��*�L�� �a�� �r�� �μ����������� ��ע 65MN 2.75*1010/1250*C �R� 5500 16/20 65MN 2.80*1010/1250*C �R� 5500 16/20 65MN 3.00*1010/1250*C �R� 5450 16/20 65MN 3.25*1010/1250*C �R� 5450 16/20 65MN 3.50*1010/1250*C �R� 5450 16/20 65MN 3.75*1010/1250*C �R� 5450 16/20 ....... 65MN 14.00*1010/1250*C �R� 5600 16/20 7����˻� ���y���������˻�ˇ���˻�ض�750�棬����2h���t�䵽�ضȣ�680��10���棬����3h,�٠t�䵽550���Ժ��t���䡣���aЧ�ʵͣ�����Ó̼���_22%-40%������Ӳ�ȼ������_����Ҫ����ȫ�˻��¹�ˇ���˻�ضȣ�740��10���棬����4h,�t�䵽550���Ժ��t���䡣��������600-620Mpa�����L��53.5%-40%��Ӳ��209-214HBW����M����������w+�����c������w���s�������a���ڣ���ʡ��Դ�� ���y�˻�ˇ���˻�ض�730�棬����13h,�٠t�䵽650���Ժ��t���䡣�˻��¹�ˇ���˻�ضȣ�860��10���棬����45-60min���t�䵽��750��10���棬����3-3.5h,�ڠt����650-660���Ժ��t������뱣�ؿӾ��䡣����M������Ҫ������w�M��2.5-6������4�����Ҟ�ѣ�ԓ��ˇ���Ч��80%-100%�� 8���͌��� 1����������ͨĥ�ߏ���� 2����_ģ��ģ 3�����������zģ�����Tģ�����w���픗U��䓡� 9��ϴ��ˇ 65Mn�ͺϽ��A䓵���ϴ̎��V���ؑ�������܈������ϼ���܈��ĵı��������FƤ��ȥ�������܈65Mn�ͺϽ��A����M������僌ӵȱ���̎���ӹ�ǰȥ�������FƤ�����ӹܲ�����\���M���������僡��僼ӹ�ǰ�ı����A̎�����˻�̎�����䓲���ܲġ�65Mn�ͺϽ��A䓡����ĵ���μӹ�ǰ�ı���̎������F�ӹ����M���僡��ˢ�ǰ�ij��P̎���Լ����P䓺���������a�^���е����̎������ǰ��ϴ����65Mn�ͺϽ��A����a����F����̎��r���ɻ�ȱ�Ĺ�ˇ�^�̡����ǣ�65Mn�ͺϽ��A���ϴ̎����ˇ�IJ���Ҳ�������µ�һЩ���}�� |
| ���S�aƷ | ���@�@ʾ|���� |
| ����չ�� |
| ���S��I | ���� |
| �Wվ��� - �P���҂� - ʹ�Åf�h - ��؟�l�� - ����[˽ - �Wվ�؈D - ����朽� - �V����� - ���T���� - ���Mע�� - ϵ��ʽ | ||||||||
| ���}Ոͨ�^�ھ��ᆖ���� | �ھ��͑�QQ��105452034 | ���M���T���V����ԃ�Ԓ13332201705 ���g֧�֣��|�����E���ܿƼ�����˾ | ||||||||
| Copyright 2007- dbzz.net All Rights Reserved �|������W(�|���^Ψһ����I�W��ƽ�_) ������� �|ICP��2021008091̖ �|���W����21021702000105 | ||||||||
| ��@����ўg�[Ч�������hʹ��IE7���ϣ���Firefox7���Ϟg�[�� | ||||||||
|











![�c���@��o[ �|ݸ�мѺ�ģ��䓲�����˾���S�ѱ� ]�l��Ϣ](/skin/v1/imgs/qqonline.gif "�c���@��o[ �|ݸ�мѺ�ģ��䓲�����˾���S�ѱ� ]�l��Ϣ")