|
| λ�ã���� -> �aƷ -> �������� -> ������������ |
| ��ģ�Δ����Һ�wģ�߹��z |
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
|
| ϵ�ҕr��Ո�f���ږ|������W�Ͽ����ģ��x�x�� |
 �ŷ��� |
|
|||
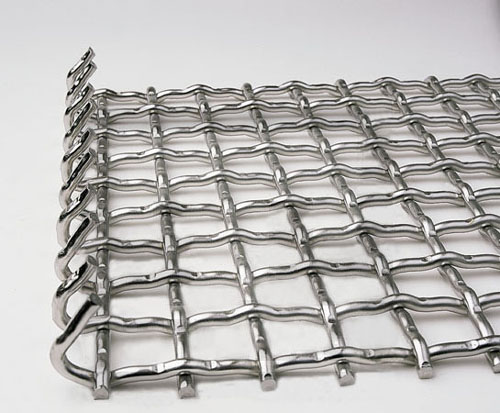
| �P�I�֣�Һ�w���z,ģ�߹��z,��ģ�Δ���,���z���a�S��,ģ�߹����z,���I�����z dbzz ģ���z���������E1. ̎��ģ�N: �Ȱ�ԭʼģ�ͻ�Ҫ���ƵĮaƷ̎���ã�����Ҫ���ƵĮaƷ��ģ�ߛ]�н��^��ĥ�⣬ģ�ͻ�aƷ����⻫����������ģ���z�����ĮaƷ���_����Ҫ�� 2. ��������Ҫ�ʴ_�� A�M���z��B�M�̻������̻���һ����������2%-3%��������100�˹��z����2�˹̻��������̻���������z�Д������ע�����z�̻���һ��Ҫ����ӷQ�ϷQ�ʴ_���y���o�`���������ؚ����r��25�����ҿ����˱������ӹ̻������箔�ض���10�����ң��̻��������������5%���箔�ض���-5�����ң��̻����c���z���l�������������̻����箔�ض���38-45�ȕr���̻�����������1%��ע�⣺�̻������������ܵ���0.8% 3.���z�c�̻������������ ģ�߹��z���^�����ӵ�Һ�w��A�M���ǹ��z��B�M���ǹ̻���������ȡ100�˹��z������2�˹̻�����ע�����z�c�̻���һ��Ҫ�����������]�Д������ģ�ߕ����Fһ�K�ѽ��̻���һ�K�]�й̻������z�����F����̻�������Ġ�r�͕�Ӱ푹��zģ�ߵ�ʹ�É�������ģ�Δ����������ģ�߈�U��r�� 4.������Ś���̎���� ģ���z�c�̻������������M�г�����Ś��ݭh��������յĕr�g����̫�ã�������r�£���Ҫ���^ʮ��犣�����Օr�g̫�ã����z�R�� �̻����a���˽���ӳ��ʹ���z׃��һ�Kһ�K�ģ��o���M��Ϳˢ���ע���@�Ӿ����M�˹��z��ֻ�ܰѹ��z��������Ͱ��������ȡ���z������ 5. Ϳˢ���ע�����^�̣� �ѳ�����^���ݵ�ģ���z����Ϳˢ���ע�ķ�ʽ�����ڮaƷ���棨ע���ڵ����z֮ǰҪ���ƵĮaƷ��ģ��һ��Ҫ��Óģ������x������Ȼ���ٰѹ��zͿˢ�ڮaƷ���棬Ϳˢһ��Ҫ����30��犺�ճ�Nһ�Ӽ����w���������ӹ��z�ď��Ⱥ�������Ȼ����Ϳˢһ�ӹ��z����ճ�Nһ�Ӽ����w�������@�Ӄɴ�֮��Ϳ����ˡ�ֻ���@�������_�����Ĺ��zģ��ʹ�É�������ģ�Δ�����Ҫ��ߺܶ࣬���Թ�ʡ�ɱ������Ч�ʡ� 6. ģ���z�Ĺ�ģ�ͷ�Ƭģ������������ �ѳ��^��յĹ��z��Ϳˢ���ע�����M��ʩ��������������Ƭģ���Ƭģ���в���Ϳˢ��ʽ��Ϳˢǰ�Ȱ���Ҫ���ƵĮaƷ��ģ��Ϳˢ��һ��Óģ������x����Ȼ��ѹ��zͿˢ�ڮaƷ���棨ע��һ��ҪͿˢ���ȴ�30��犺�����ճ��һ�Ӽ��������w�S�������ӏ��ȣ�Ȼ����Ϳ�ϵڶ��ӹ��z���ȹ��z�����������ģ����ģ����ʹ��ʯ����֬�Ȳ��ϡ� ��ģ��������һ����õķ����Ͳ����nj�ģ�����ܣ����z���ľ���������һ����ʯ����ģ�߹��M�Ϳ����ˣ���һ�N���Ø�֬Ϳˢ�ķ�ʽ��Ϳˢһ�Ә�֬��ճ�Nһ�Ӳ��w������Ϳˢ��ճ�N�����̓����ӾͿ������ģ����ģ�ˡ���ģ����ʹ��ʯ����֬�Ȳ��ϡ� ���@��ģ���z�������������̾ͽY���ˣ�������Ҫ���в�����Ҳ������ԃ�҂��������к�D���z�Ƽ���һ�Ҍ�עҺ�w���z�ďS�ң��gӭ����Ҫ�ďS�һ������ǰ�팍�ؿ��죬һ��������A�� |
| ���S�aƷ | ���@�@ʾ|���� |
| ����չ�� |
| ���S��I | ���� |
| �Wվ��� - �P���҂� - ʹ�Åf�h - ��؟�l�� - ����[˽ - �Wվ�؈D - ����朽� - �V����� - ���T���� - ���Mע�� - ϵ��ʽ | ||||||||
| ���}Ոͨ�^�ھ��ᆖ���� | �ھ��͑�QQ��105452034 | ���M���T���V����ԃ�Ԓ13332201705 ���g֧�֣��|�����E���ܿƼ�����˾ | ||||||||
| Copyright 2007- dbzz.net All Rights Reserved �|������W(�|���^Ψһ����I�W��ƽ�_) ������� �|ICP��2021008091̖ �|���W����21021702000105 | ||||||||
| ��@����ўg�[Ч�������hʹ��IE7���ϣ���Firefox7���Ϟg�[�� | ||||||||
|