|
| λ�ã���� -> �aƷ -> ��� -> ���Ӳ����c���� |
| �X���X�Ͻz |
|
 |
|
|
|||||||||||||||||||||||||||||||||
|
|
| ϵ�ҕr��Ո�f���ږ|������W�Ͽ����ģ��x�x�� |
 �ŷ��� |
|
|||
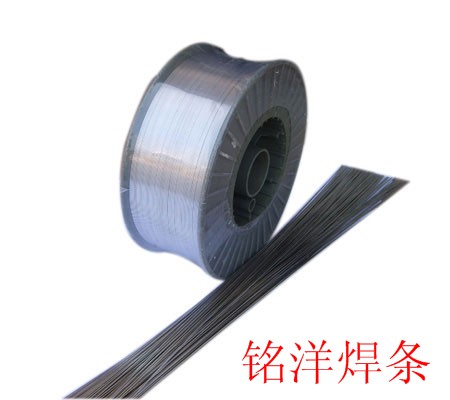
| �P�I�֣��X���X�Ͻz dbzz
HS301 �ஔ AWS ER1100 JIS A1100 �f��: HS301�Ǻ��X����99.5�ļ��X���z,�������õĿɺ��Ժ����g��,�Լ����������Ժ��g�ԣ��������^�͡� ��;: �m���ښ廡������-��Ȳ�⺸���X�������^Ҫ�ߵ��X�Ͻ�����������,�V�������ڻ��W���I�X���O���ϡ� ���z���W�ɷ�(%)Si Fe Al ��0.3 ��0.3 ��99.5 �۷�������W���ܣ����ü��X���錦��ԇ�壩ԇ��Ŀ Rm(MPa) �䏝(D=2T)�� ���Cֵ ��64 - һ��Y�� 6978 180 ���zҎ�� ֱ��(mm) ��1.0 ��2.0 ��3.0 ��4.0 ��5.0 ��6.0 �L��(mm) Ȧ�b 1000 ע�����: 1����ǰ�������������߅���ͺ��z���������Ĥ�����ۣ���t��ʹ���p�a���ۺϲ����������ס��A����ȱ�ݡ� 2�����ӕr�ɲ��É|����ס�ۻ����٣��Ա��C���p�ij��͡� HS311 �ஔ AWS ER4043 JIS A4043 �f��: JQ.HS311��һ�Nͨ�����^����X��Ͻz�����p���پ��Ѓ����Ŀ��������ܣ�Ҳ�ܱ��Cһ�������W����.�������M��ꖘO��̎���Ĉ���,���p�����cĸ���ɫ��ͬ,ͬ�r���X�V��ĺ����ں��p�����ɴ���Mg2Si��ʹ���^�����Ժ����g�Խ��͡� ��;: �����ڳ��X�V��������X�Ͻ����T���廡������-��Ȳ�⺸�r��������,�e���a�����Ѽy�ğ�̎�폊���X�Ͻ𣬿ɫ@���^�õ�Ч���� ���z���W�ɷ�(%)Si Fe Al 4.56.0 ��0.6 ���� �۷�������W���ܣ�����LF�X�Ͻ����錦��ԇ�壩ԇ��Ŀ Rm(MPa) �䏝(D=2T)�� ���Cֵ ��118 - һ��Y�� 123137 180 ���zҎ�� ֱ��(mm) ��1.0 ��2.0 ��3.0 ��4.0 ��5.0 ��6.0 �L��(mm) Ȧ�b 1000 ע�����: 1����ǰ�������������߅���ͺ��z���������Ĥ�����ۣ���t��ʹ���p�a���ۺϲ����������ס��A����ȱ�ݡ� 2�����ӕr�ɲ��É|����ס�ۻ����٣��Ա��C���p�ij��͡� HS321 �f��: .HS311���X�i�Ͻz�����p���پ������õ����g�Ժ��^���X�ߵď��ȣ��ɺ��Լ�����Ҳ�ܺá� ��;: �m�����X�i�������X�Ͻ�Ě廡������-��Ȳ�⺸�r���������ϡ� ���z���W�ɷ�(%)Mn Si Fe Al 1. 01.6 ��0.6 ��0.7 ���� �۷�������W���ܣ�����LF21�X�i�Ͻ����錦��ԇ�壩ԇ��Ŀ Rm(MPa) �䏝(D=2T)�� ���Cֵ ��118 - һ��Y�� 123133 180 ���zҎ�� ֱ��(mm) ��1.0 ��2.0 ��3.0 ��4.0 ��5.0 ��6.0 �L��(mm) Ȧ�b 1000 ע�����: 1����ǰ�������������߅���ͺ��z���������Ĥ�����ۣ���t��ʹ���p�a���ۺϲ����������ס��A����ȱ�ݡ� 2�����ӕr�ɲ��É|����ס�ۻ����٣��Ա��C���p�ij��͡� HS331 �ஔ AWS ER5556 JIS A5556 �f��: HS311�Ǻ�����⁵ĵ��X�V�Ͻz�����p���پ����^�õ����g�ԺͿ��������ܣ����ȸߡ� ��;: ���X�V�Ͻ�廡������-��Ȳ�⺸�������������,���X�\�V�Ͻ�ĺ��Ӽ��X�V�T�����a��Ҳ�����á� ���z���W�ɷ�(%)Mn Si Fe Al Mg Ti 0.20.6 ��0.40 ��0.40 ���� 4.70~5.70 0.050.2 �۷�������W���ܣ�����LF5�X�V�Ͻ����錦��ԇ�壩ԇ��Ŀ Rm(MPa) �䏝(D=2T)�� ���Cֵ ��196 - һ��Y�� 265~294 120~180 ���zҎ�� ֱ��(mm) ��1.0 ��2.0 ��3.0 ��4.0 ��5.0 ��6.0 �L��(mm) Ȧ�b 1000 ע�����: 1����ǰ�������������߅���ͺ��z���������Ĥ�����ۣ���t��ʹ���p�a���ۺϲ����������ס��A����ȱ�ݡ� 2�����ӕr�ɲ��É|����ס�ۻ����٣��Ա��C���p�ij��͡� |
| ���S�aƷ | ���@�@ʾ|���� |
| ����չ�� |
| ���S��I | ���� |
| �Wվ��� - �P���҂� - ʹ�Åf�h - ��؟�l�� - ����[˽ - �Wվ�؈D - ����朽� - �V����� - ���T���� - ���Mע�� - ϵ��ʽ | ||||||||
| ���}Ոͨ�^�ھ��ᆖ���� | �ھ��͑�QQ��105452034 | ���M���T���V����ԃ�Ԓ13332201705 ���g֧�֣��|�����E���ܿƼ�����˾ | ||||||||
| Copyright 2007- dbzz.net All Rights Reserved �|������W(�|���^Ψһ����I�W��ƽ�_) ������� �|ICP��2021008091̖ �|���W����21021702000105 | ||||||||
| ��@����ўg�[Ч�������hʹ��IE7���ϣ���Firefox7���Ϟg�[�� | ||||||||
|











![�c���@��o[ �Ї�����طN��ĥ���l����˾������� ]�l��Ϣ](/skin/v1/imgs/qqonline.gif "�c���@��o[ �Ї�����طN��ĥ���l����˾������� ]�l��Ϣ")